本文目录一览
1,excel表格如何检查错误
对拼写检查:审阅-拼写检查。图1对外部数据链接及公式检查:数据-全部刷新,图2
用VBA编宏(也可录制宏后修改),一个功能一个宏。在表里添按钮,一个按钮对应一个宏。按钮在控件工具箱里。
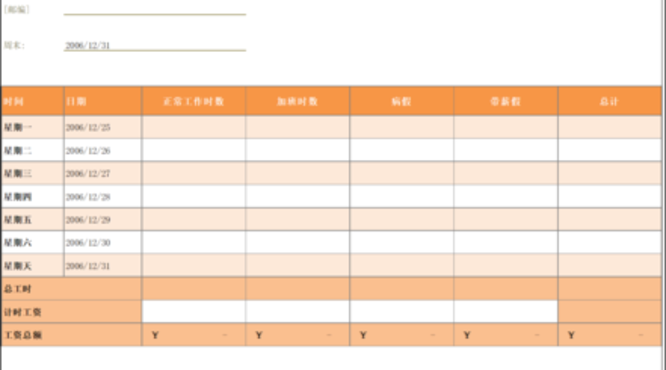
2,检查表格式一般应包括哪些内容
安全检查表的内容决定其应用的针对性和效果。安全检查表必须包括系统的全部主要检查部位,不能忽略主要的、潜在不安全因素,应从检查部位中引伸和发掘与之有关的其它潜在危险因素。每项检查要点,要定义明确,便于操作。安全检查表的格式内容应包括分类、项目、检查要点、检查情况及处理、检查日期及检查者。通常情况下检查项目内容及检查要点要用提问方式列出。检查情况用“是”、“否”或者用“√” “×”表示。安全检查表项目大致可分以下几类: 主要用于设计人员和安全监察人员及安全评价人员在设计审核时,对企业生产性建设和技改工程项目进行设计审核时使用。也可作为“三同时’的安全预评价审核的依据。其主要内容应包括:平面布置装置、设备、设施工艺流程的安全性机械设备设施的可靠性主要安全装置与设备、设施布置及操作的安全性消防设施与消防器材防尘防毒设施、措施的安全性危险物质的储存、运输、使用通风、照明、安全通道等方面。这些内容,要求系统、全面、明了,符合安全防护措施规范和标准,并按一定格式的要求列成表格。 主要用于全厂性安全检查和安全生产动态的检查,为安全监察部门进行日常安全检查和24小时安全巡回检查时使用。其主要内容包括各生产设备设施装置装备的安全可靠性,各个系统的重点不安全部位和不安全点(源);主要安全设备、装置与设施的灵敏性、可靠性。危险物质的储存与使用消防和防护设施的完整可靠性作业职工操作管理及遵章守纪等。检查要突出重点部位的危险因素源点及影响大的不安全状态和不安全行为,按一定格式要求列成表格。 安全检查表应列举需查明的所有能导致工商或事故的不安全状态或行为。为了使检查表在内容上能结合实际、突出重点、简明易行、符合安全要求,应依据以下四个方面进行编制。(1)有关标准、规程、规范及规定。(2)事故案例和行业经验。(3)通过系统分析,确定危险部位及防范措施,都是安全检查表的内容。(4)研究成果。 安全检查表的格式没有统一的规定,可以依据不同的要求,设计不同需要的安全检查表。原则上应条目清晰、内容全面,要求详细、具体。安全检查表格式实例 序号 检查项目 检查内容 依据标准 结 论 备 注 另外,可以根据不同的职责范围、岗位、工作性质,制定不同类型的安全检查表,设计不同的表格。 编制安全检查表和对待其他事物一样,都有一个处理问题的程序。(1)系统功能的分解。一般工程系统都比较复杂,难以直接编制总的安全检查表。我们可按系统工程观点将系统进行功能分解,建立功能结构图。这样既可以显示各构成要素、部件、组件、子系统与总系统之间的关系,又可以通过各构成要素的不安全状态的有机组合求得总系统的检查表。(2)人、机、物、管理和环境因素。车间中的人、机、物、管理和环境都是生产系统的子系统。从安全的观点出发,不只是考虑“人-机系统”,应该是“人-机-物-管理-环境系统”。(3)潜在危险因素的探求。一个复杂的或新的系统,人们一时难以认识起潜在的危险因素和不安全状态,对于这类系统可以采用类似“黑箱法”原理探求,即首先设想系统可能存在那些危险级其潜在部分,并推论其事故发生过程和概率,然后逐步将危险因素具体化,最后寻求处理危险的方法。通过分析不仅可以发现其潜在的危险因素,而且可以掌握事故发生的机理和规律。 (1)编制安全检查表的过程,实质是理论知识、实践经验系统化的过程,一个高水平的安全检查表需要专业技术的全面性、多学科的综合性和对实际经验的统一性。为此,应组织技术人员、管理人员、操作人员和安全人员深入现场共同编制。(2)按查隐患要求列出的检查项目应齐全、具体、明确,突出重点,抓住要害。为了避免重复,尽可能将同类性质的问题列在一起,系统的列出问题或状态。另外应规定检查方法,并有合格标准。防止检查表笼统化,行政化。(3)各类检查表都有其适用对象,各有侧重,是不宜通用的。(4)危险性部位应详细检查,确保一切隐患在可能发生事故之前就被发现。(5)编制安全检查表应将安全系统工程中的事故树分析、事件树分析、预先危险性分析和可操作性研究等方法进行综合。
这个应该按照工艺纪律管理制度的内容设置检查的项目和内容,一般有以下几个方面:1、坚持“三按”1.1必须坚持“三按”,即按图纸、按工艺、按标准组织生产的验收。1.2图纸、工艺的更改必须按《文件控制程序》规定进行,任何人不得擅自更改。1.3生产部必须按工艺路线进行调节调度,不允许违背工艺路线。2、设备、工艺装备2.1所有设备、工装均应保持完好,精度满足生产技术要求;量具和检具应在周检有效期内,保证量值统一、精度合格;工、夹、量具在使用中不得任意拆卸,以免影响使用性能和精度。2.2生产工人实行“三定”:定人、定机、定工种;加强技术教育和岗位技能培训,对精、大、稀设备的操作工及特殊工序操作人员必须按规定进行工艺纪律教育。2.3生产工人要认真做好生产前准备工作,生产过程中不得擅离工作岗位,对所加工的零(部)件及工具应轻拿、轻放。防止嗑碰、划伤和锈蚀;合理使用工装器具,并将工装器具整齐地放置在指定位置。3、检验3.1上道工序不合格不允许转入下道工序,包括坯料尺寸不合格。3.2及时对产品检验和试验状态进行标识,防止经检验合格的产品流入下道工序加工使用。4、验证和检查4.1积极支持职工的技术革新和合理化建议,但采用新技术、新工艺、新材料、新装备必须经过生产验证,经总经理批准并纳入有关技术文件后才可投入生产。4.2生产部门对工艺纪律执行情况进行检查,并纳入班组经济责任制考核。